Plech PPGI je špičkovým produktem pro hluboké zpracování plechů ocelářskými společnostmi v dnešním světě. Má vlastnosti lehkého, krásného vzhledu a dobré odolnosti proti korozi a je široce používán ve stavebnictví, lehkém průmyslu, domácích spotřebičích a dalších průmyslových odvětvích.
V posledních letech s rozvojem těchto odvětví a zlepšováním úrovně spotřeby rychle rostla poptávka na jejich trhu, což přilákalo velké množství domácích i zahraničních společností k výstavbě nebo výstavbě linek na výrobu barevně lakovaných desek.
Hlavní produkty a aplikace PPGI
PPGI produkty zahrnují především polyester, silikonem modifikovaný polyester, epoxidovou pryskyřici, fluorokarbon, akrylovou pryskyřici, tavné lepidlo na plasty, polyester pro domácí spotřebiče, povrchové fólie, embosování a další produkty. Specifikace hotového výrobku jsou obecně: tloušťka 0.3 až 1.6 mm, šířka 750 až 1350 mm, tloušťka povlaku 2.5 až 200 μm, hmotnost hotové role 3 až 10 t.
Při výrobě barevně lakovaných panelů je stavební průmysl největší poptávkou po barevně lakovaných panelech. Všechny druhy budov, včetně skladů, supermarketů, nádraží, letišť, stadionů, komerčních budov, obytných budov atd., vyžadují ocelové plechy s barevným povlakem, které se používají hlavně k výrobě vlnitých desek, sendvičových panelů, dveří a oken atd. .
Specifikace tloušťky barevných panelů požadovaných pro rezidence, dveře a okna jsou 0.7 mm a 0.8 mm; specifikace tloušťky barevných panelů požadovaných pro movité domy a továrny jsou 0.4 mm, 0.5 mm, 0.6 mm atd.
Barevně potažené panely používané v průmyslu domácích spotřebičů jsou hlavně potahované barevné panely (PVC), které se používají hlavně pro poutavé pláště, jako jsou chladničky, mrazničky, pračky, dezinfekční skříně, mikrovlnné trouby, DVD přehrávače a vysoce koncové dekorace.
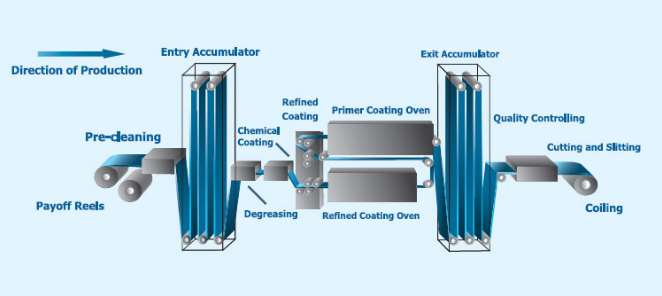
Hlavní výrobní proces PPGI
Při výrobě zvedněte pomocí jeřábu svitky se surovinou na přijímací stůl jednotky barevného lakování a poté přepravte ocelové svitky přepravním vozíkem na místo svitků před lakovací jednotkou, zde odstraňte popruhy a poté naložte vozík Svitek surové oceli se vloží na odvíječ a pásová hlava je automaticky vedena k řezací hlavě zařízením pro vedení pásky. Proužek se sešije s předchozí cívkou na šicím stroji.
Sešitý ocelový pás nejprve vstupuje do sekce předčištění pro mytí alkalickou vodou, praní alkalickou vodou a mytí horkou vodou, poté je vysušen horkým vzduchem a vstupuje do smyčkovače. Za looperem vstupuje do sekce předúpravy a provádí alkalickou vodu v sekci předúpravy.
Opláchněte, alkalické čištění vodou, dvoustupňové proplachování horkou vodou, poté kondicionování a dvoustupňové proplachování horkou vodou a poté sušení horkým vzduchem, vstupte do chemického lakovacího stroje, naneste vrstvu chrómu na vodní bázi na povrch pásu a poté Po chemickém lakovacím stroji vstupte do horkovzdušné sušičky k sušení.
Vodou chlazený válec uspořádaný za horkovzdušnou sušárnou ochlazuje pásovou ocel pod 40 °C, vstupuje do válečkového nanášeče pro primární nátěr a poté vstupuje do závěsné vytvrzovací pece k sušení. Závěsná vytvrzovací pec je vybavena detekcí průhybu. Vytvrzování
Pásová ocel v peci má teplotu 260 °C, vstupuje do vodní kalící nádrže, je sušena vzduchem a poté vstupuje do stroje pro jemné potahování přes otočný válec pro jemné potahování a poté vstupuje do vytvrzovací pece pro jemné potahování, kde se suší barva.
Jako je výroba desky s horkým filmem, pásová ocel z vytvrzovací pece musí být zchlazena, teplota je snížena na určitou teplotu a poté vstupuje do horkého filmového stroje, pásová ocel z filmového stroje je ochlazena v vodní ochlazovací nádrž a poté vysušte.
Pásová ocel vstupuje do výstupní smyčky, prochází kontrolním stolem a výstupními nůžkami, pásová ocel je nařezána na požadované malé svitky a poté jsou hotové svitky transportovány vykládacím vozíkem na sedlo exportní svitky. Role hotového výrobku jsou odeslány do balicí jednotky pomocí dílenského jeřábu pro balení a poté odeslány do skladu hotových výrobků ke skladování.
Proces předúpravy PPGI
Hlavním účelem procesu předúpravy je odstranit mastnotu a nečistoty z povrchu pásové oceli a pomocí pasivace vytvořit na povrchu ocelového plechu chemický konverzní film pro zlepšení přilnavosti a odlupování mezi povlakem a pásem. podklad z pásové oceli.
Odolnost oceli proti korozi. Proces předběžného ošetření je:
Odmaštění → Kartáčování → Mytí horkou vodou → Úprava povrchu → Mytí horkou vodou → Pasivace → Sušení
Povrchová úprava je proces povrchové úpravy přidaný před fosfátováním popř chromát ošetření při výrobě určitých produktů.
K nástřiku povrchu pásové oceli použijte slabě kyselý prostředek obsahující ionty Ni a F, jehož účelem je zlepšit vlastnosti povlaku a přilnavost povlakovaného pasivátoru a odstranit vysrážení Al a hranice zrn na pásové oceli. povrch pozinkovaného podkladu. Pb a další látky, tento proces reprezentuje zejména Japonsko.
Pasivace obvykle vyžaduje použití fosfátu nebo chromátu k ošetření substrátu. Mezi hlavní pasivační metody patří nástřik, ponor a nátěr.
